Manufacturing Process of Steel TMT Bars
The production of steel TMT (Thermo-Mechanically Treated) bars using sponge iron and MS (Mild Steel) scrap through an induction furnace involves several steps. Here’s the process:
1. Collection of Raw Materials:
A. Sponge Iron: Sponge iron, also known as Direct Reduced Iron (DRI), is produced by the reduction of iron ore in the form of lumps or pellets. It is the primary source of iron in this process.
B. MS Scrap: Mild steel scrap is collected from various sources like industrial waste, old vehicles, demolished structures, etc. It serves as a secondary source of iron and other alloying elements.
2. Preparation of Charge Mix:
A. The required proportions of sponge iron and MS scrap are determined based on the desired composition of the final steel product.
B. Other alloying elements and additives such as ferroalloys (e.g., ferromanganese, ferrosilicon) and fluxes (e.g., limestone, dolomite) may be added to adjust the chemical composition and improve the quality of the steel.

3. Charging the Furnace:
A. The charge mix is loaded into the induction furnace in layers, ensuring proper distribution of materials and uniform heating.
B. The furnace is a refractory-lined vessel equipped with induction coils that generate electromagnetic fields to induce electrical currents in the charge, heating it up rapidly.
4. Melting and Refining:
A. Once the furnace reaches the required temperature (typically above 1600°C), the charge materials start to melt.
During melting, impurities such as sulfur, phosphorus, and carbon are oxidized and removed through chemical reactions or by forming slag layers floating on the molten metal’s surface.
B. The alloying elements and additives are also homogenized within the molten metal to achieve the desired composition and properties.

5. Temperature Control and Sampling:
A. The temperature and chemical composition of the molten metal are closely monitored throughout the process to ensure consistency and quality.
B. Periodic samples are taken for analysis to verify that the steel meets the specified requirements.
6. Casting :
A. Once the desired composition and temperature are achieved, the molten steel is tapped from the furnace into a ladle.
From the ladle, the steel is poured into moulds to form billets of the desired shape and size through the Continuous Casting Machine
B. The steel solidifies within the moulds, which is directly hot rolled into the rolling mill, ready for further processing.
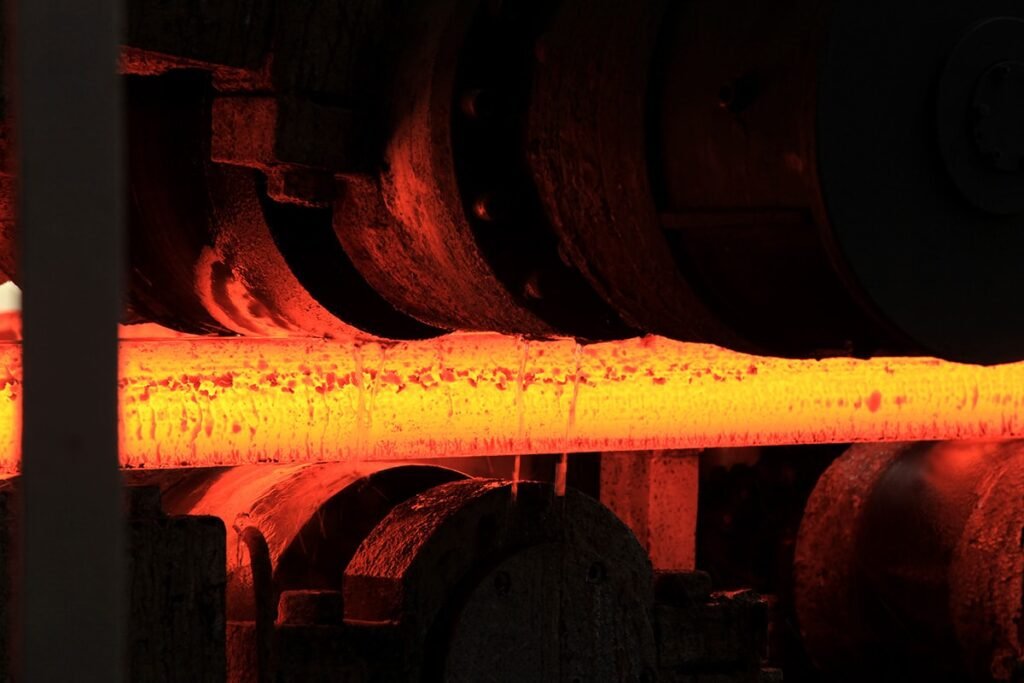
7. TMT Rolling Process:
A. The hot billets are then passed through a series of rolling mills, where they are progressively shaped and elongated into TMT bars.
B. As the bars pass through the rolling mill, they undergo controlled cooling in a water-cooling system also called as the Thermo Mechanical Treatment to achieve the desired microstructure and mechanical properties.
8. Cutting and Finishing:
A. After rolling, the TMT bars are cut to the required lengths using shearing machines.
B. The cut bars are then subjected to various finishing quality inspection before being bundled and dispatched for use in construction projects.
Throughout the entire process, strict quality control measures are implemented to ensure that the final TMT bars meet the required standards for strength, ductility, and other mechanical properties. Additionally, environmental and safety regulations are followed to minimize the impact of steel production on the surrounding ecosystem and workforce.